- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик







Siduri komponendid
Xiamen Hongyu Intelligent Technology Co., Ltd. on casting -sidurikomponentide professionaalne tootja, mis hõlmab 12 000 ruutmeetri pindala, mis on varustatud töötlemiskeskustega, Gantry CNC -treipingid, laserlõhemasinad, CNC painutusmasinad ja muud seadmed. Ettevõttel on rohkem kui 70 kvalifitseeritud inseneri ja spetsialisti. Tooteid eksporditakse enam kui 30 riiki, sealhulgas Ameerika Ühendriikide, Mehhiko, Hispaania, Norra, Maroko ja Lõuna -Koreasse.
Toote tüüp: siduri komponendid
Suurus: kohandamist toetatud
Kvaliteedikontroll: 100% täielik ülevaatus
Sertifitseerimine: ISO9001/CE/ROHS, IATF
Saada päring
Tootekirjeldus
Kerge nõudluse tõttu on mõned autode võtmeosad muudetud suuremahuliseks pideva dieatilavastuse tootmiseks. Pidades silmas kvaliteedi ja saagikuse määra, mis võib tuleneda stantsimisprotsessist, on siduri komponentide valamise komponentide kasutusaja kinnitamine muutunud Die Cathi siduriosade tarnija töö keskmes.
Hy kasutab valamissimulatsioonisüsteemi ülevoolu süsteemi kavandamise uurimiseks, analüüsige selliste protsessiparameetrite, näiteks kiire ulatuse ja pooride defektide suurendamise aega, ning saada kogemusi pooride defektide parandamisel, mis pakub kogemusi järgneva tootearenduse jaoks.
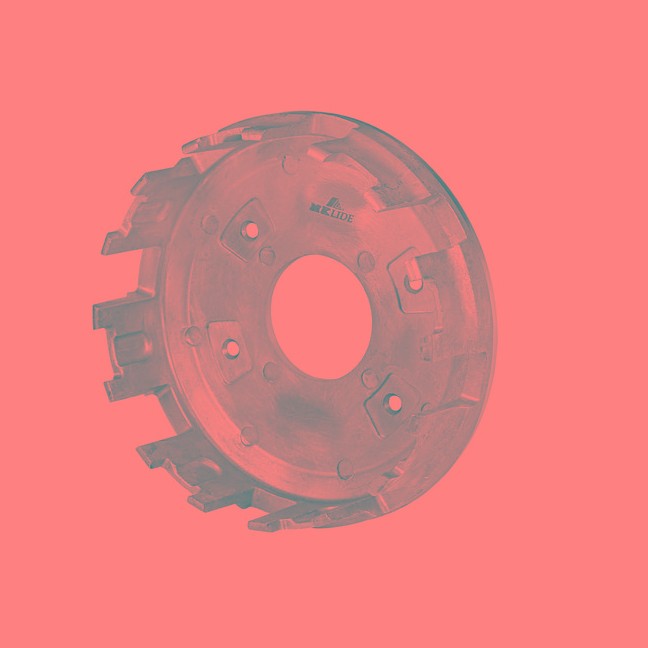
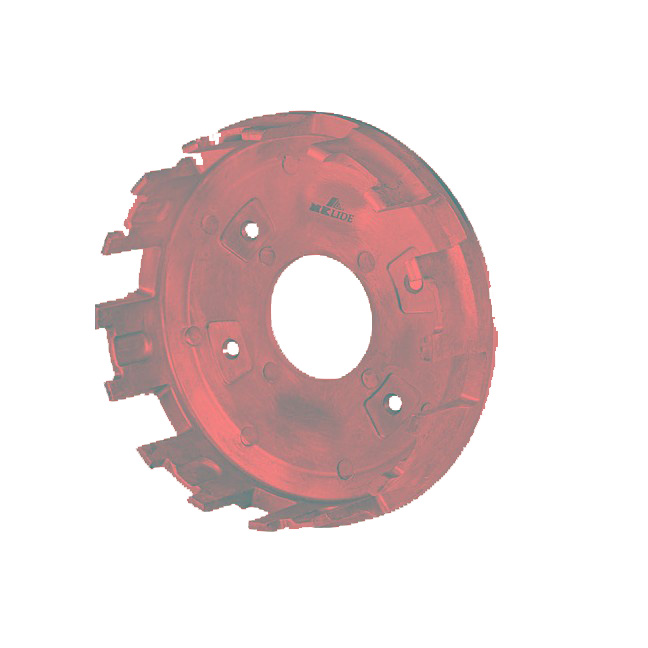
Valatud siduri komponendid sisaldavad mitut olulist osa:
1. valatud sidurikomponentsFlywelli. Esiteks säilitab see pöörleva inertsuse. Teiseks annab see starteri kaasamiseks vajaliku käigukasti. Kolmandaks annab see hõõrdeplaadile hõõrdepinna.
2. siduri rõhuplaat. Surveplaat rakendab rõhku, et hoida juhitud hõõrdeplaat rõhuplaadi ja hooratta vahel. Surveplaat sisaldab diafragma või vedru, mis avaldab rõhu või sõidupinnale survet. Ajaja vabastamiseks või lahtiütlemiseks aktiveeritakse diafragma või sidurihoob, et eraldada peamine valamine juhitud plaadilt. Malmist sulamid, näiteks hall malmist GG30, GG25 (Saksa standard DIN 1691), kasutatakse tavaliselt sidurisurveplaadi valandite valmistamiseks. Nendel materjalidel on kõrge survetugevus, väike tõmbetugevus ja puuduvad.
3. siduri komplekti vabastamislaager. Pakub ajami söödet pöörleva sidurikomplekti ning fikseeritud siduri kahvli ja käigukasti vahel. Laager neelab siduri vabastamise jõu ja vähendab kulumist pöörlevate ja mitte pöörlevate komponentide vahel.
Casting -siduri komponentide struktuuri- ja disainipunktid
Hy toodetud casting -siduri komponentide aastane toodang ületab 120 000 tükki. Tervik moodustub stantsimisprotsessis ja vastab kvantitatiivse ahjuga alumiiniumist vedeliku transportimiseks.
Valamise siduri komponentide põhi on töödeldud pind, mis on ühendatud käigukasti korpusega. Vasakul ja paremal küljel olevaid vedrustusseadmeid kasutatakse käigukasti paigaldamiseks ja fikseerimiseks, millel on kõrge tugevuse nõuded. Peamised juhtimispunktid on ääriku pind ja käigukasti liigend ning vedrustuse seadme õhuaugu defektid.

Valamise siduri komponentide defekt
Sidurikomponentide suri valatud tootmise ajal nimetatakse valamise sisemisi auke poorideks, tuntud ka kui kahanemisõõnsused või kahanemise poorsus. Tavaliste vormide hulka kuuluvad siledate või karedate siseseintega sfäärilised augud või lahtised konstruktsioonid, mis koosnevad suurest hulgast pisikestest aukudest.
Defektid esinevad tavaliselt mõnes kuumas kohas, kus seina paksus varieerub suuresti, ja augu siseseinal on dendriitilised kristallide valamise eendid või käsnataolised struktuurid.
Kui poorid ei ole suured ja ei mõjuta siduripidurite jõudlust tõsiselt, mõjutavad poorid üldiselt valamise tugevust ja terviklikkust. Poorsuse defekte saab kompenseerida infiltratsiooniravi abil, millel on teatav mõju õhukindluse parandamisele. Muidugi ei saa selle meetodiga mitte kõiki pooride puudusi käsitleda. Seda meetodit saab kasutada ainult siis, kui puudused pole tõsised.
Me kõik nõustume, et täiuslikkust pole olemas, seega pole poorid täielikult keelatud. Muidugi ei takista see meil täiuslikkust. Poorsust, sisemist defekti, saab hinnata vastavalt teatud tasemele, mis on täpsustatud "suremisvalude kvaliteedistandardites", see tähendab, et mis tahes valavate sidurikomponentide piirkonna kokkutõmbumisläbimõõt ei saa olla suurem kui φ2,3mm ja pinna kahanemise läbimõõt pärast töötlemist ei ole suurem kui φ1,5mm.
Peamised poorsuse defektide tuvastamise meetodid on anatoomiline ja mittepurustav testimine. Olulised surevad valandid läbivad kõigi sisemiste defektide röntgenikiirguse mittepurustava testimise.
Hy töötlemistehnoloogia lühikirjeldus
Masstootmise käigus täiustab HY pidevalt oma protsessi. Näiteks kui poore leitakse kuskil siduri komponentide valamisel, proovib HY protsessilahendust paremaks muuta.
Esiteks määrake augu positsiooni defektid ja morfoloogia, diagnoosige põhjus ja määrake, kas see on tavaline defekt statistiliste andmete tuvastamise kaudu.
Parandusplaane on palju, näiteks suurendades toote mahtu, kus defektid tekivad, suurendades ülevoolu soone paksust, et parandada heitgaasi efekti, või reguleerida heitgaaside soone kanali asukohta, et takistada alumiiniumvedelikku voolamist ülevoolu soonini eelnevalt.
Miks valida Hy
Professionaalne kohandatud tootja: tugi OEM/ODM kohandamine, oleme professionaalne die valatud siduriosade tarnija
Täielik sertifitseerimissüsteem: HY on läbinud ISO9001: 2008 Kvaliteedihaldussüsteemi sertifikaadi, CQM -i kvaliteedihaldussüsteemi sertifikaadi ja IQNET -i kvaliteedihaldussüsteemi sertifikaadi. Kui kvaliteet ei vasta standarditele, saame selle tasuta asendada.
Tervitage kõiki tehase külastamiseks kõiki kliente: tervitame siiralt kõiki kliente meile külla.
Kuumad sildid: Casting siduri komponendid, Hiina, tootjad, tarnijad, tehas, pakkumine, kvaliteet
Toote silt
Seotud kategooria
Saada päring
Palun esitage oma päring allolevas vormis. Vastame teile 24 tunni jooksul.