- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Tembeldamise tehnoloogia
Metalllehe töötlemine vajaliku kujuga on külmvormimisprotsess. Standardne külmvormimistehnoloogia on lehtmetalli töötlemine, sealhulgas stantsimine, sepistamine, ekstrusioon, valtsimine ja tõmbamine. Tembeldamine on lehtmetalli töötlemisel kõige populaarsem külmvormimistehnoloogia ja seda kasutatakse paljudes tööstusharudes, sealhulgas autotööstuses, elektroonilises sides, lennunduses, ehitusriistvaras jne.

Mis on metallist stantsimine?
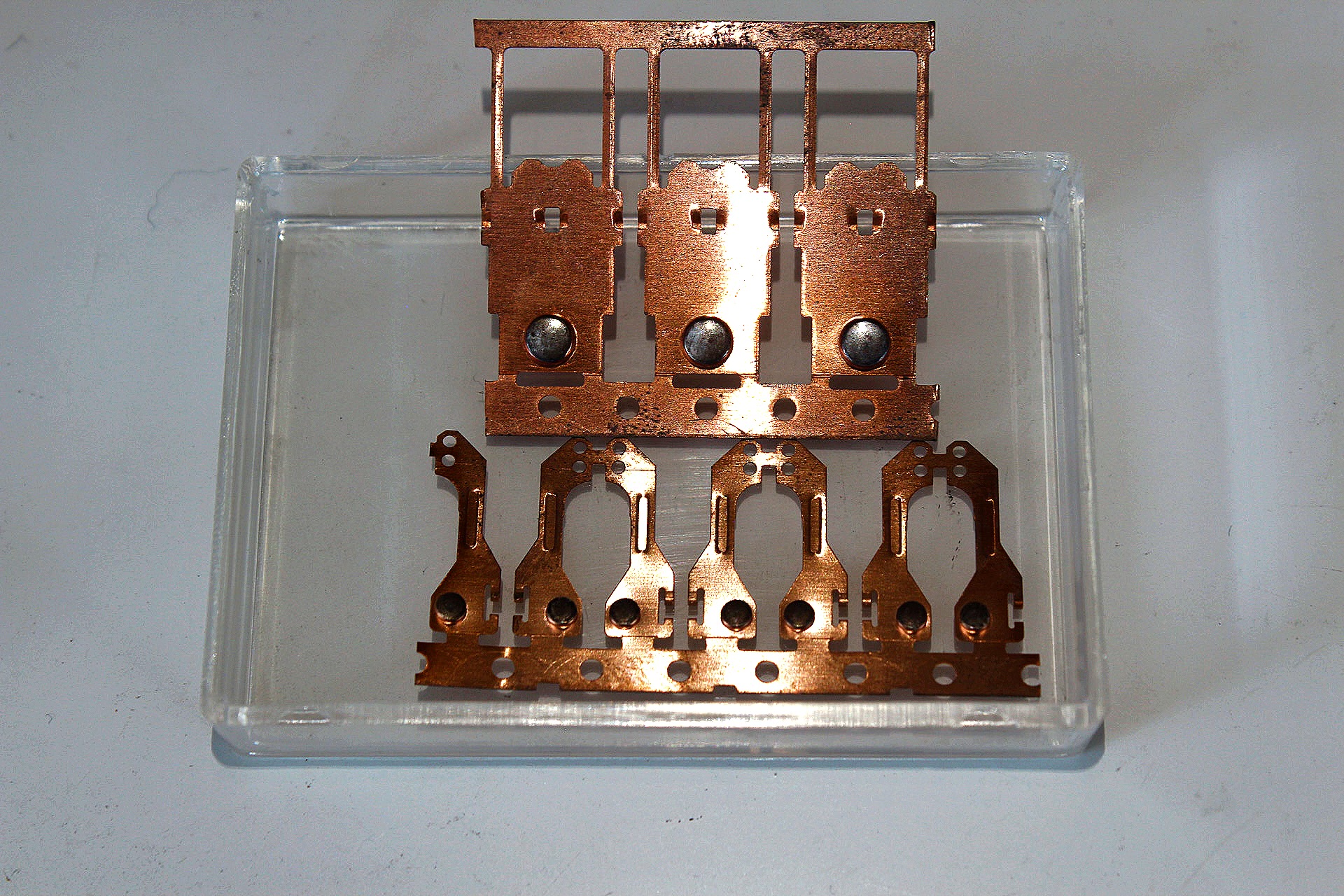
Stantsimine on tootmismeetod, mis kasutab stantsimismasina survet, et muuta metallrullid või -plaadid soovitud kujuga vormil geomeetriliseks kujundiks. Tembeldamise protsessi abil saab suurimal määral parandada tootmise efektiivsust ja toota metallist täppisstantsimise osi. Protsesside, süsteemide ja tööriistade optimeerimisega muutub tembeldamine tööstuslikumaks.
Tembeldamismasin, stantsimismasin ja stants on tembeldamisprotsessi kolm olulist komponenti. Kohandatud osade jaoks on vaja kohandatud vorme, saata näidiseid või jooniseid ning HY insenerid annavad teile tasuta hinnangu ja hinnapakkumise. Võib arvata, et metallplaat tekitab stantsimise käigus palju lõikejäätmeid. Tehnoloogia arenedes tekib jäätmeid üha vähem. Tänu stantsi etteande konstruktsioonile ei jää jäätmeid.
Olenevalt detaili keerukusest võib iga osa valmistamine nõuda mitmeid samme, sealhulgas mulgustamine, tühjendamine, reljeeftrükk, ääristamine ja painutamine.

Milliseid materjale saab tembeldada?
Tembeldamine töötab nii metallosadel kui ka osadel plastidel ja komposiitmaterjalidel. Järgmised on tembeldamiseks tavaliselt kasutatavad materjalid:
·•Rauast osad
·•Alumiiniumist
·•Vask
·•Messing
·•Titaan
·•Nikroom
·•Polüstüreen
·•Polüpropüleen
·•ABS
·•Süsinikkiud
·•Aramiidkiud

Stantsimisprotsesside tüübid
Tavapärase tembeldamispraktika kohaselt on neli protsessi: progressiivne stants, nelja slaidiga, sügavtõmbamine ja lühiajaline stantsimine.
1. Progressiivne stantsimine
Progressiivne stantsimine on väga tõhus stantsimisprotsess, mida sageli kasutatakse suurtes kogustes keerukate osade tootmiseks. Progressiivses stantsimisprotsessis läbib metallleht mitmeid vormijaamu, tehes järk-järgult mitu tembeldamistoimingut, et detaili valmistamine lõpuks lõpule viia.
Progressiivse stantsimise peamised omadused on järgmised:
• Mitme jaamaga disain: progressiivne stantsimine on varustatud mitme jaamaga, millest igaüks teostab spetsiifilisi tembeldamistoiminguid. Läbides ükshaaval erinevaid töökohti, tehakse keeruliste osade vormimise lõpuleviimiseks pidevalt mitu tembeldamistoimingut.
•Automaatne töö: Progressiivne stantsimine kasutab tavaliselt töötamiseks automatiseeritud seadmeid, sealhulgas etteandmist, positsioneerimist, tembeldamist, tühjendamist ja muid protsesse. See automatiseerimine suurendab tootlikkust ja järjepidevust ning vähendab inimlike vigade võimalust.
•Kõrge täpsus ja korratavus: kuna iga jaam kontrollib täpselt stantsimisoperatsiooni asukohta ja jõudu, on progressiivne stantsimine suure täpsuse ja korratavusega, tagades, et iga osa on ühtlase suuruse ja kvaliteediga.
•Kiire tootmine: progressiivne stantsimine võib lühikese aja jooksul pidevalt toota suure hulga osi, parandades tootmise efektiivsust ja väljundit.
• Mitmekülgsus: Progressiivne stantsimine võib sooritada korraga mitut stantsimistoimingut, nagu tühjendamine, stantsimine, painutamine jne, mistõttu sobib see erineva kuju ja tüüpi osade valmistamiseks.
Progressiivset stantsimist kasutatakse laialdaselt autotööstuses, elektroonikaseadmetes, kodumasinates, kosmosetööstuses ja muudes valdkondades ning see sobib eriti hästi keerukate metallosade ja komponentide tootmiseks.
2. Nelja liuguriga tembeldamine
Nelja slaidiga stantsimine on spetsiaalne stantsimisprotsess, mida kasutatakse keeruka kujuga metallosade tootmiseks. See kasutab nelja slaidi stantsimist, et viia lõpule mitu tembeldamistoimingut, kontrollides nelja slaidi liikumist.
Nelja slaidiga tembeldamise põhifunktsioonid on järgmised:
•Nelja slaidiga augustus: nelja libisemisega mulgustusel on neli liugurit, mis juhivad erinevaid tembeldamistoiminguid. Iga liumägi saab liikuda iseseisvalt, võimaldades paindlikkust ja mitmekülgsust.
•Keeruliste detailide valmistamine: Nelja liuguriga stantsimine sobib keeruka kujuga detailide valmistamiseks, nagu painutus, väände, hammasrattad, vedrud jne. Nelja liugploki liikumist ja asendit reguleerides saab moodustada keerukaid osi.
•Kõrge täpsus ja stabiilsus: nelja slaidiga stantsimisel on suur täpsus ja stabiilsus, mis toodab ühtlase suuruse ja kvaliteediga osi. Liuguri liikumist ja mulgustusjõudu täpselt reguleerides on võimalik saavutada täpseid vormimistulemusi.
•Tõhus tootmine: nelja slaidiga tembeldamine võib lühema ajaga teha mitu tembeldamistoimingut, parandades tootmise efektiivsust ja väljundit. See sobib osade masstootmiseks, mis nõuavad kiiret tootmist.
• Lai valik kasutatavaid materjale: nelja liuguriga stantsimine sobib erinevatele metallmaterjalidele, nagu teras, alumiinium, vask jne. See suudab töödelda erineva paksuse ja kõvadusega materjale, et täita erinevate osade nõudeid.
Nelja liuguriga stantsimist kasutatakse laialdaselt autotööstuses, elektroonikaseadmetes, kodumasinate, riistvaratoodete ja muudes valdkondades. See on tõhus, paindlik ja täpne stantsimisprotsess, mida saab kasutada keerukate kujundite ja nõudlike detailide tootmiseks.

3. Süvajoonistamine ja tembeldamine
Tõmbestantsimine on metallist stantsimise protsess, mida kasutatakse lamedate metallmaterjalide muutmiseks sügavateks kolmemõõtmelisteks kujunditeks. See moodustab soovitud kuju, venitades metallmaterjali vormi.
Sügava joonistamise stantsimise peamised omadused on järgmised:
•Sügavusvormimine: Sügavtõmbestantsimine sobib sügavusega detailide valmistamiseks, nagu silindrilised osad, kausikujulised osad, kitsenevad osad jne. Metallmaterjali järk-järgult venitades ja deformeerides on võimalik saavutada soovitud sügavus ja kuju.
•Vormidisain: süvatõmbestantsimiseks on vaja spetsiaalselt konstrueeritud vorme, mis sobivad metallmaterjalide deformatsioonile ja venitamisele. Vorm koosneb tavaliselt matriitsist ja ülemisest stantsist, mis töötavad koos, et moodustada soovitud detaili kuju.
•Kõrge täpsus ja järjepidevus: sügavtõmbestantsimisel on suur täpsus ja järjepidevus ning see võib toota sama suuruse ja kvaliteediga osi. Vormi kuju ja materjali deformatsiooni täpse juhtimisega on võimalik saada täpseid vormimistulemusi.
•Mitmeetapiline vormimine: süvatõmbestantsimiseks on tavaliselt vaja mitut stantsimist, millest igaüks suurendab järk-järgult materjali venimise ja deformatsiooni astet. Nende protsesside kombinatsioon võimaldab saada keerukamaid detaile ja suuremat sügavust.
•Materjali valik: Süvatõmbega stantsimine sobib erinevatele metallmaterjalidele, sh teras, alumiinium, vask, roostevaba teras jne. Materjali valik sõltub detaili nõuetest, sellistest teguritest nagu tugevus, korrosioonikindlus ja maksumus.
Sügavtõmbestantsimist kasutatakse laialdaselt autotööstuses, kodumasinate tootmises, kosmosetööstuses, tööstusseadmetes ja muudes valdkondades. See on tõhus, täpne ja ökonoomne vormimisprotsess, mille abil saab toota erineva sügavusega detaile ja vastata erinevate tööstusharude vajadustele.
Millised on erinevused tembeldamise töötlemisel?
Vastavalt nõuetele ja soovitud kujunditele valmistatakse erinevaid stantsimisprotsesse.
Painutamine Painutamisprotsessi on suhteliselt lihtne mõista. Tööleht sisestatakse kindlasse vormi ja pressitakse stantsi või presspiduriga, et tekitada deformatsiooni teel soovitud paindenurk.PerforatsioonPerforatsioon on stantsi kasutamine väikeste aukude, pilude või lõigete tekitamiseks. Mulgustusstants hoiab töödeldavat detaili ja stants lastakse stantsi sisse, et lõigata või mulgustada metallplaati auke. Venitamine on metalllehe tõmbamine läbi matriitsi, et saada konkreetne kuju või vorm. Perforatsiooni tekitatud suur löögijõud surub metallplaadi vastu vormi, deformeerides seda tõhusalt, et see sobiks vormi ristlõikega.Reljeeftrükis on stantside ja stantside kasutamine metallilehele kõrgendatud pinna loomiseks. Punch sisaldab soovitud kuju negatiivset kujutist, mis seejärel surutakse metallplaadile, jättes pinnale kõrgendatud või surutud kujutise. Valamine Nagu nimigi ütleb, viitab valamine lehtmetalli vormimisele mündi tunnusteks. Jälgige leht soovitud piirkonda, kasutades kahte stantsi, mis on pressitud üksteise vastu lehe vastaskülgedel. Kõvenemine Kõvendamine hõlmab lehtmetalli deformeerimist torukujuliseks või profiiliks, näiteks uksehingeks. See protsess viiakse tavaliselt läbi spetsiaalsete tööriistade või masinatega, nagu lokirullimasinad või piduripressid.Hemming
See hõlmab metalllehe serva enda külge voltimist, et suurendada serva paksust. FlangingFlanging on siis, kui materjal painutatakse piki kõverat. See hõlmab surve avaldamist ühele või mitmele metalllehe konkreetsele piirkonnale, põhjustades selle paindumist ja kõvera moodustumist. Kõik need stantsimistoimingud on populaarsed nende madala hinna, kiire tootmise, keeruka kuju ja täpsuse tõttu. Tembeldamine on saadaval tolerantside vahemikus ±0,125 mm kuni ±1,5 mm.
Tembeldamise protsessi rakendamine
Tembeldatavad osad on meie igapäevaelus kõikjal, alates tavalisest riistvarast kuni täiustatud kosmoseosadeni. Kiire, lihtne protsess, madal hind ja täpsus muudavad selle sobivaks erinevate auto-, kosmose- ja meditsiiniseadmete jaoks.
|
Tööstusrakendused |
Kasutusalad |
|
Autotööstus |
Autotööstus mängib stantsimistehnoloogia arendamisel olulist rolli. Algselt töötati välja erinevate autoosade tootmiseks, kuid nüüd on see automatiseerimise ja arvutijuhtimise etapis. Autode stantsimistehnoloogiat kasutavate tavaliste osade hulka kuuluvad kerepaneelid, mootoriosad, käigukasti osad, vedrustuse osad, siseviimistlus jne. |
|
Telektrokommunikatsioon |
Pistikud, lülitid, korpused, releed, trafosüdamikud jne. |
|
Lennundus |
Tembeldamise käigus toodetakse mitmesuguseid kosmosetööstuse komponente, nagu kere komponendid, mootorikomponendid, rattad, pidurid, istmed, salongi seinad ja vedelikusüsteemi komponendid. |
|
Kodutehnika |
Pesumasina trummel, külmiku ukse vooder, ahjurest, mikrolaineahi, blenderi tera, kohvimasina filter ja palju muud. |
|
Msõjaline kaitse |
Soomusplaadid, kiivrid, ajakirjad, päästikud, antennid, pistikud, navigatsioonisüsteemid ja sihikusüsteemid. |
|
Mmeditsiinilised instrumendid |
Skalpelliterad, tangid, südamestimulaatorid, tehisliigendid, meditsiinilised torud, breketid, lahased, hambakroonid, meditsiinilised andurid, mikroskoobid, tsentrifuugid, stetoskoobid, kunstlikud südameklapid, kunstlikud kõõlused ja palju muud. |