- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

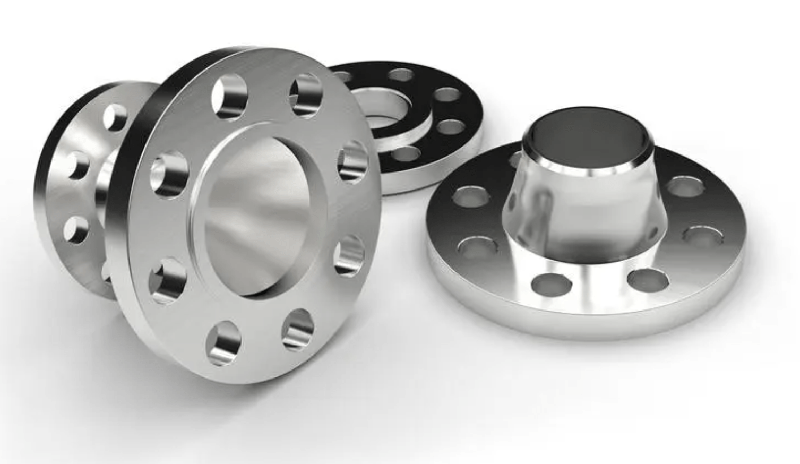
Mis on metallist stantsimine?
Metallist stantsiminehõlmab külma metalli asetamist stantside vahele (mõned protsessid soojendavad ka materjali). Metallmaterjal pressitakse soovitud kuju, et luua suurem tööriist või komponent. Mõned töötleva tööstuse inimesed võivad nimetada metalli stantsimist pressimiseks.
Masina sees olevad stantsimisvormid kas lõikavad või pigistavad metalli. Need stantsid on loodud spetsiaalselt iga projekti jaoks. Kuigi stantside valmistamine võtab kaua aega, on stantsimine kiire. Tembeldamine on töötlemise vorm, millel on selgelt mastaabisääst ja mis võib olla toote valmistamise üks etappidest või ainus etapp.
Tembeldamise protsesse saab jaotada ka stantsimiseks, tühjendamiseks, reljeeftrükkimiseks, ääristamiseks, painutamiseks ja mündimiseks. Tembeldamise mitmekülgsus muudab selle ideaalseks tootmismeetodiks sellistes tööstusharudes nagu autotööstus, sõjavägi, ühistransport ja tootmine, aga ka paljudes teistes tööstusharudes.
Tembeldamise tüübid
Mõned kõige sagedamini kasutatavad stantsimisprotsessid hõlmavad muu hulgas täppis-, kuumametalli- ja progressiivset stantsimist. Kasutatav stantsimise tüüp sõltub soovitud valmistootest.
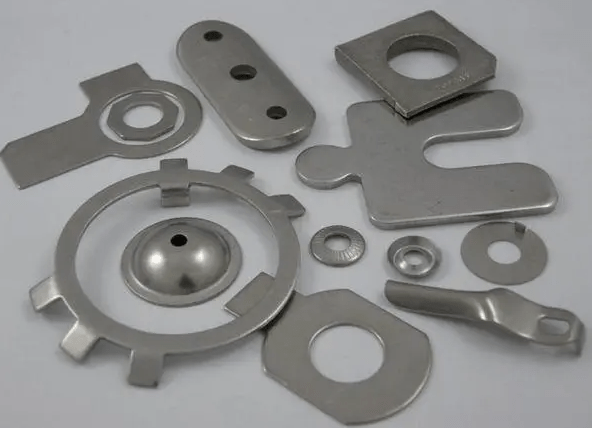
1. Täppismetalli stantsimine
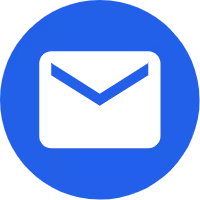
Täppistembeldamine loob reljeefseid pilte või 3D-osi ning toodab valmistooteid, mille tolerantsid on väikesed. Võrreldes muude stantsimisviisidega hõlmab täppisstantsimine vähem materjali liikumist masinate vahel, mis muudab protsessi kiiremaks.
Lennuki osad, mootorikomponendid, elektroonika, telekommunikatsiooniseadmed ja prototüübid valmistatakse sageli metalli täppisstantsimise abil. Selle stantsimismeetodi kõrge täpsus võimaldab moodustada keerukaid kujundusi, mis peavad vastama nende spetsifikatsioonidele. Seda saab reguleerida nii, et selle pikkuse tolerants oleks vahemikus 0,025–0,05 mm ja ümarustolerants vahemikus 0,012–0,025 mm.
Selle protsessi üks variatsioon on mikrotäpne stantsimine. Selle meetodiga saab toota elektroonika- või meditsiinitööstuse jaoks keerulisi osi, mis on 0,05–0,12 mm õhukesed.
2. Kuummetallist tembeldamine
Kuummetalli stantsimineon metalli moodustamise protsess, kasutades äärmist kuumust. Boorteras kuumutatakse üle 930 kraadi Celsiuse järgi ja seejärel kustutatakse stantsis. Tulemuseks on ülitugev ja kerge terasest komponent.
Kuummetallist stantsimisdetailide peamised eelised on kõrge tõmbetugevus ja võime moodustada kõik keerukad osad ühe korraga, kusjuures valmistoote terviklikkus on kõrge. Sel viisil toodetud osad ei koge ka tagasitõmbumist ja kõverdumist nagu teistel kõrgtugevast terasest vormitud osadel. Kuid teisest küljest on ka sekundaarse töötlemise raskusaste kõrge, mis muudab vormimise järgse trimmimise ja lõikamise väga keeruliseks.
Kuumalt esinemiseksmetalli stantsimine, vajate mitut varustust, sealhulgas:
Küttesüsteem, mis on võimeline kuumutama metalli vajaliku temperatuurini
Jahutussüsteem
Automaatne käsitsemissüsteem, kuna kuumi osi ei saa käsitsi käsitseda
Tööriistamaterjalid, mis on väga vastupidavad termilisele šokile
Hüdraulilised/servopressid püsifunktsiooniga
Mis kõige tähtsam – kõik töötlemisseadmed peavad vastama kõikidele ohutusnõuetele
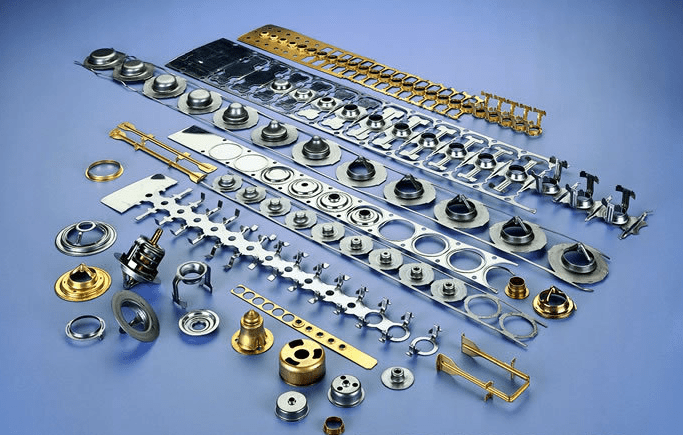
3. Progressiivne metallist tembeldamine
Progressiivne stantsimine, tuntud ka kui progressiivne stantsimine, juhib materjali läbi mitme stantsimisjaama, millest igaüks töötleb materjali eraldi, kusjuures metallleht kinnitatakse nende erinevate etappide jooksul alati pika riba külge. Lõppmasin lõikab valmistoote metallribast.
Progressiivne stantsimine on hea valik suuremahuliste ja pikaajaliste tootmisprotsesside jaoks, kuna see pikendab stantsi eluiga, säilitab suurte partiide puhul kontrollitava täpsuse ja tekitab minimaalselt jäätmeid.
Suuremate osade loomisel, mis võivad vajada erinevaid presse, peate kasutama ülekandestantsi. See protsess erineb progresseeruvast tembeldamisest vaid mõnel väikesel moel. Toorik eraldatakse metallribast varakult ja konveierilint kannab tooriku masinalt masinale.