- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик










Pressi pistikud
Hiinas toetab Xiamen Hongyu Intelligent Technology Co., Ltd. Crimp Connectors standardsete/mittestandardsete osade kohandamist ning omab enam kui 17 aastat professionaalset tehnoloogiat riistvaravormide kujundamisel ja stantsimistoodete tootmisel. Crimp Connectorsi minimaalne töötlemispaksus võib ulatuda 0,08 mm-ni, suurepärase viimistlusega ja ilma jämedeta.
Saada päring
Tootekirjeldus
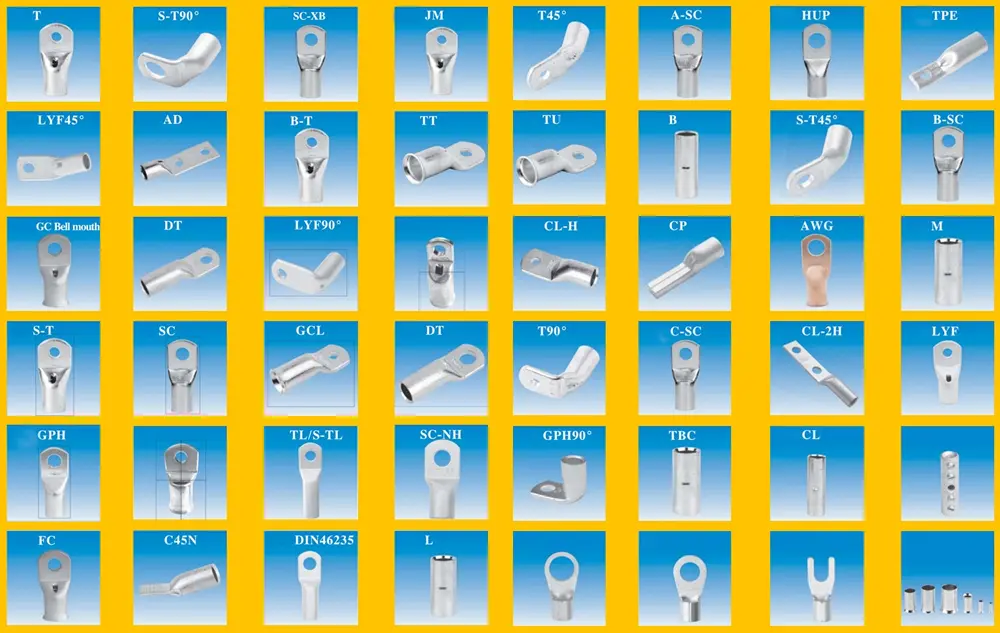
Crimp Connectors on professionaalne komponent, mille on välja töötanud Xiamen Hongyu Intelligent Technology spetsiaalselt juhtmete ja klemmide kokkupressimiseks. Tänu väga juhtivatele materjalidele ja täpsetele konstruktsioonidele on see lahendanud ühenduse usaldusväärsuse probleemid juhtmeköidiste valmistamisel. See toode on usaldusväärne valik välismaistele klientidele, kes vajavad elektriühenduste komponente. Metallitöötluse ja elektriühenduste tarnijana saame pakkuda klientidele kvaliteetseid tooteid ja teenuseid, et hõlbustada vooluringide ühendamist.
velje oleku kontroll
Stantsimisriistvaraklemmide pressimiskvaliteet on ühenduse lõpliku jõudluse tagamisel võtmetegur. Kas klemmi stantsimisosad on kahjustatud, kas klemmi stantsiosad on painutatud, kas klemmi akna sees olev isolatsioonikiht on terve, kuid traadi pressimisala ei ole isoleeritud, kas isolatsioonikihi pressimispiirkonnas on traat läbi torgatud, kas serva pressimine on õige, kas hari on pärast traadi pressimist näha, kas hari on näha pärast traadi pressimist, kas pintsel on koonus ja kas ühenduspiirkonnas on auk, mõõteväärtus isolatsiooni pressimispunktis on tolerantsi vahemikus, võib samuti määrata, kas pressimistingimused on head.
Tuleb kontrollida, kas stantsimise riistvaraklemmid on korrektselt pressitud. Olenemata sellest, kas tegemist on käsitsi või masinpressimisega, tuleb iga ühenduspunkti hoolikalt kontrollida. Vale pressimine võib oluliselt lühendada pressitud pistikute kasutusiga ja isegi põhjustada ohutusriske.
Traadi läbimõõdu erinevate tolerantside tõttu iga konnektori tüübi ja spetsifikatsiooni puhul saab traadi läbimõõdu pressimispunkti paksuse mõõtmist kasutada võrdlusindeksina. Ebasobiv traadi läbimõõt mitte ainult ei lühenda kasutusiga, vaid võib põhjustada ka ebastabiilseid ühendusi, kiiret eraldumist ja lõppkokkuvõttes kaotusi.
Töötlemise tehnoloogia
Stantsimisriistvaraklemmide peamised materjalid on enamasti messing H62, ilma erinõueteta. Kroonvedru trummelvedrude materjalideks on valdavalt berülliumvask. Kõik materjalid ei sobi kullamiseks. Seetõttu kaetakse enne kullatamist esmalt niklikiht, et tagada kullastamise efekt. Niklipõhise kullaga katmise tavapärased spetsifikatsioonistandardid on, et niklikihi paksus on 50–80 μm, kullakihi paksus on ≥2 μm ja kasutatud kulla puhtus on ≥99,8%. Lõpuks paigaldage kindel kaitsekile; Toote pind peaks olema sile, praktilisuse tagamiseks oksüdatsioonivaba ja ilma rästideta, et vältida toote lahtitulekut kokkusurumata jämevahede tõttu. Toote kvaliteedi tagamiseks ei tohiks riistvaral olla tööriistajälgi, muljumise jälgi ega teravaid servi. Meil on kõrge täpsusega kvaliteedinõuded ega määra hälbe ±0,02.
Galvaniseerimise spetsifikatsioon
|
Toode |
Pressi pistikud |
|
Nõuded välimusele |
Oksüdeerumise, kollasuse, tumenemise, siniseks muutumise, lillaka värvuse, haakumise, ebatasaste jalgade või muude defektideta. |
|
Plaatimise jõudlus |
Täisniklipõhi: 50-80 μ". Kullatud: 1 μ". Mõõtepunktid mõlemal küljel: 3mm. |
|
Vastupidavus kõrgele temperatuurile |
Peab taluma 260°C 5 sekundit ilma värvimuutuse, mustaks muutumise, kollasuse, villide tekke või koorumiseta. |
|
Jootetavuse test |
Joote katvus peab olema üle 95%. |
|
Soola pihustustest |
Testitud 5% soolalahusega 35°C juures 24 tundi. Oksüdatsioon, mustamine või muud defektid ei ole lubatud. |
|
Adhesioonitest (koorimise test) |
Kumeratel pindadel kattekiht ei kooru. |
|
Keskkonnanõuete järgimine |
Kõik pinnakatted peavad vastama rohelise keskkonna ROHS-i nõuetele. |
|
Kriitiliste piirkondade katmine |
Kõik mõõtepunktid ja määratud mõõtepinnad peavad olema kaetud vastavalt spetsifikatsioonidele (need alad on joodetavuse ja juhtivuse seisukohast kriitilised). |
Kuumad sildid: Crimp Connetors, Hiina, tootjad, tarnijad, tehas, pakkumine, kvaliteet
Toote silt
Seotud kategooria
Alumiiniumist stantsimine
Messingist osade tembeldamine
Roostevabast terasest osade tembeldamine
Inconeli osade tembeldamine
Saada päring
Palun esitage oma päring allolevas vormis. Vastame teile 24 tunni jooksul.