- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Kodu
>
Tooted > Täppismetalli stantsimine > Alumiiniumist stantsimine > Kohandatud metallist stantsimisvormid





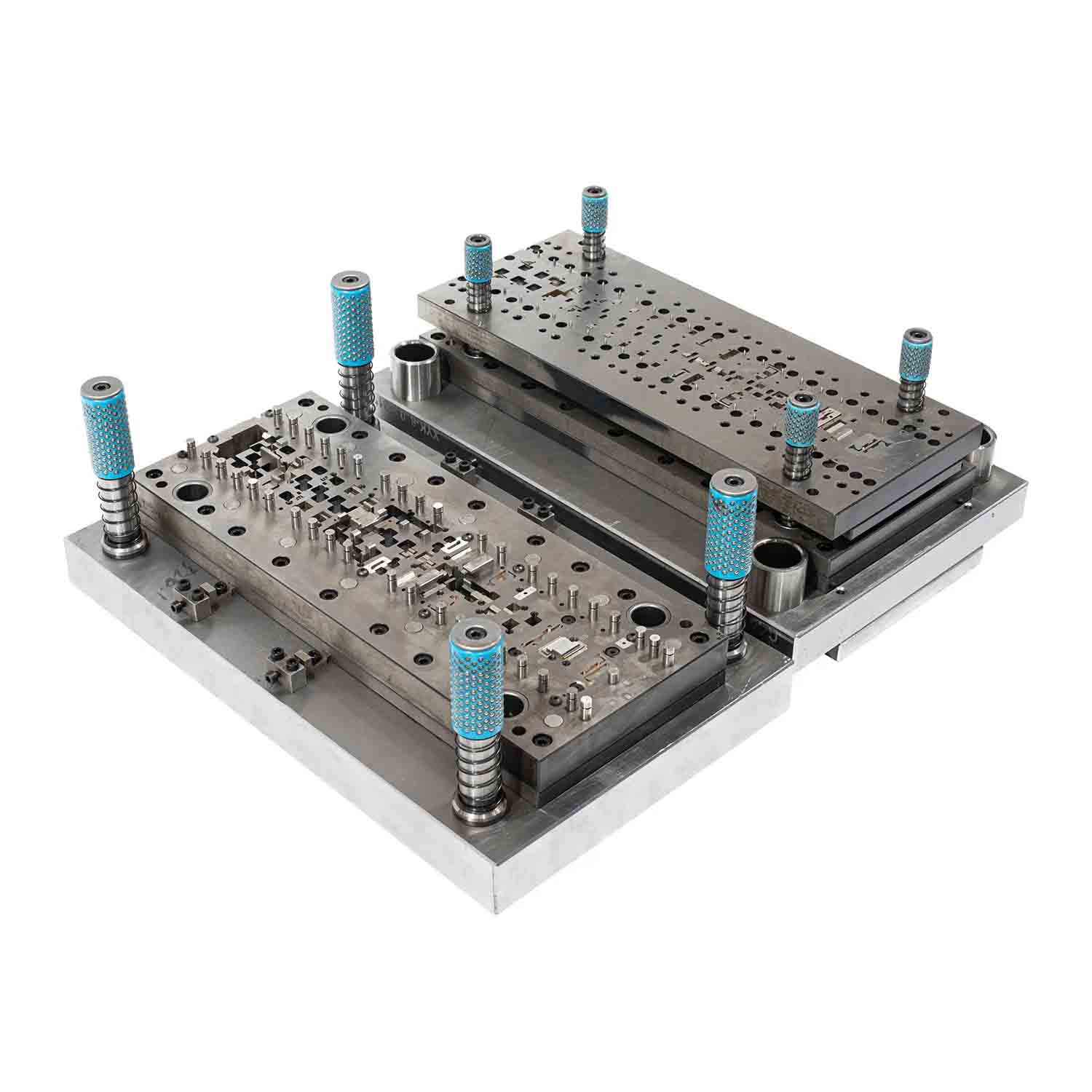
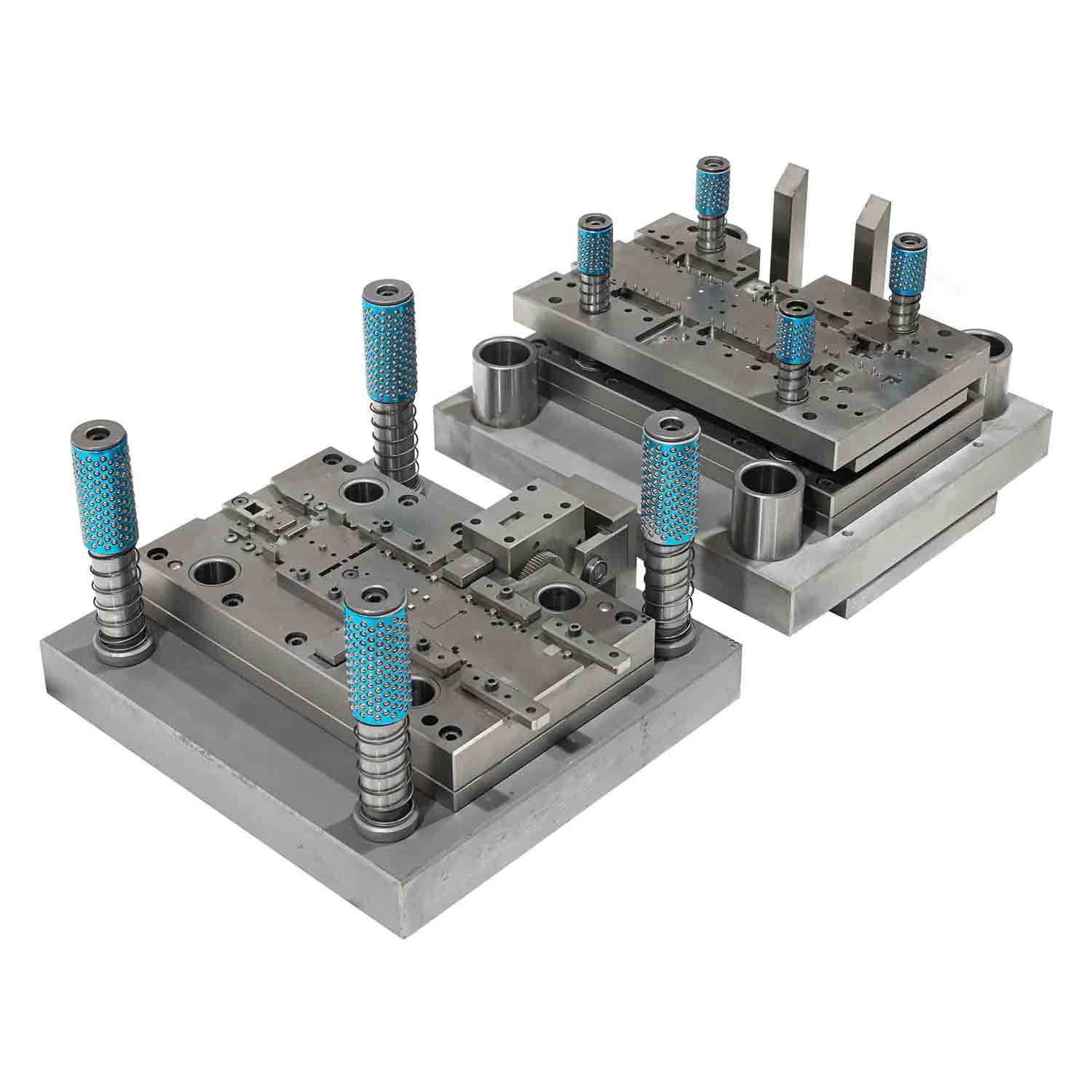
Kohandatud metallist stantsimisvormid
Ettevõtte Xiamen Hongyu Intelligent Technology Co., Ltd. kohandatud metallist stantsimisvormid on laialdaselt kasutusel sellistes tööstusharudes nagu autod, arstiabi ja kosmosetööstus, mis on spetsialiseerunud kvaliteetsete metallosade jaoks mõeldud täppisvormide tootmisele. Tavaliselt kasutatakse ülitugevaid materjale, nagu teras või kõvasulam. Hongyu saab kohandada disainilahendusi vastavalt iga kliendi konkreetsetele vajadustele.
Saada päring
Tootekirjeldus
Kohandatud metallist stantsimisvormide tootmine on levinud tööstuslik töötlemismeetod, mida kasutatakse materjalide töötlemiseks kindla kujuga. See on masstoodete tootmisel väga levinud protsess. Hallituse töötlemise rakendusstsenaariumid on väga ulatuslikud, ulatudes autoosadest, kosmosetööstusest kuni riistvaratarvikuteni. Seetõttu on hallitusseened tuntud ka kui "tööstuse ema". Hiinas on Xiamen Hongyu Intelligent Technology Co., LTD.-l kui ühel juhtival metallistantsimise ettevõttel range kvaliteedikontroll. Tooraine kontrolli, protsessi kontrolli ja lõppkontrolli kaudu oleme valmis esitlema oma klientidele parimaid tooteid.
Määrake protsessi plaan
Metallist stantsimisvormide protsessiplaani koostamine on oluline osa. Protsessianalüüs hõlmab protsessi analüüsi, mis põhineb tooriku kujuomadustel, mõõtmete täpsusel ja pinnakvaliteedi nõuetel. Kõigepealt on vaja kinnitada ja loetleda kõik kasutatavad põhiprotsessid, nagu tühjendamine, mulgustamine, painutamine, venitamine, ääristamine ja punnitamine.
Protsessiarvutuste ning kuju ja mõõtmete täpsuse nõuete alusel määratakse protsesside arv, näiteks venituskordade arv venitatud detailide puhul ja töötlemiskordade arv painutatud detailide puhul jne.
Töötlemise järjekord määratakse töötlemise deformatsiooniomaduste, mõõtmete täpsuse nõuete ja kasutusmugavuse alusel. Näiteks kui toode nõuab nii stantsimise kui ka painutamise töötlemismeetodeid, kas see tuleks kõigepealt tembeldada ja seejärel painutada või kõigepealt painutada ja seejärel tembeldada?
Tuginedes erinevatele teguritele, nagu tootmispartii, suurus, täpsusnõuded, järkjärguline stantsimise tootmistase ja seadmete tootmisvõimsus, nagu liitstantsimisprotsess, pidev stantsimisprotsess jne, sobivad üldiselt suure partii, madala täpsusega nõuded, paksud materjalid ja suuremõõtmelised tooted ühe protsessiga tootmiseks. Kõrgtäpsed tooted sobivad liitstantsimiseks.

Moodustavad omadused
Metallist või mittemetallist materjalid asetatakse metallist stantsimisvormidesse ja stantsimismasin avaldab survet materjalide deformeerimiseks, saades seeläbi vajalikud osad. See on tembeldamisprotsess. Stantsimistehnoloogiat kasutatakse laialdaselt ja sellega saab töödelda metalllehti, -vardaid ja mittemetallilisi materjale. Tembeldamine toimub peamiselt toatemperatuuril.
Vormide valmistamine ei nõua mitte ainult kõrget töötlemistäpsust, vaid ka töödeldud osade head pinnakvaliteeti. Tavalise vormi tööosa tootmistolerantsi tuleb kontrollida täpsusega ±0,01 mm ja mõne ülitäpse osa puhul tuleb seda kontrollida isegi mikromeetri tasemel. Samal ajal peab ka tööosa pinna karedus olema alla 0,4 μm. Vormi täpsus määrab toote täpsuse ja vormi karedus määrab toote kareduse. Metallist stantsimisvormi tööosa on tavaliselt kahe- või kolmemõõtmeline keerukas kõverpind, millel on kõrged nõuded materjali kõvadusele. Tavaliselt on see valmistatud sellistest materjalidest nagu karastatud tööriistateras, mis vastab vormide korduva stantsimise kõrge intensiivsusega töönõuetele.
Tembeldamisprotsesside erinevad jõudlusnõuded ei ole absoluutsed, eriti praeguse stantsimistehnoloogia kiire arengu kontekstis. Peame valima mõistliku töötlemismeetodi, mis põhineb tegelikel tootmisvajadustel ja võimalustel, õigesti formuleerima stantsimisprotsessi voolu ja valima sobiva stantsistruktuuri, mis ei peaks vastama mitte ainult tehnilistele nõuetele, vaid ka stantsimisprotsessi tingimustele.
Disain
Metallist stantsimisvormide projekteerimine on süstemaatiline ja kõikehõlmav protsess, mis hõlmab materjali deformatsiooni, mehaanilist arvutust ja täppistöötlust. Näiteks stantsimisvorm on stants, mida kasutatakse lõikamiseks, tühjendamiseks või stantsimiseks. Enamikku neist kasutatakse sellistes valdkondades nagu tihendite lõikamine ja riistvaraosade lõikamine. Kuna vormi lõikepinda tuleb korduvalt tembeldada, tuleb arvestada lõikeserva kuumtöötlemisega, näiteks töötlemisega HRC58-62 kraadini või titaaniga katmist. See võib pikendada vormi kasutusiga ja vähendada hallituse kulumisest põhjustatud liigsete rästide mõju tarvikute lõikamisele.
Kuumad sildid: kohandatud metallist stantsimisvormid, Hiina, tootjad, tarnijad, tehas, pakkumine, kvaliteet
Seotud kategooria
Alumiiniumist stantsimine
Messingist osade tembeldamine
Roostevabast terasest osade tembeldamine
Inconeli osade tembeldamine
Saada päring
Palun esitage oma päring allolevas vormis. Vastame teile 24 tunni jooksul.